

Recover your wasted heat and put it to work where you need it most—as a replacement for purchased fuel.
Your industrial processes generate wasted heat that is typically released into the environment. Armstrong heat pumps help you increase efficiency and reduce your carbon footprint by allowing you to recover that wasted heat for use where you need it most—in your manufacturing process.
Armstrong Heat Pump Solutions Brochure
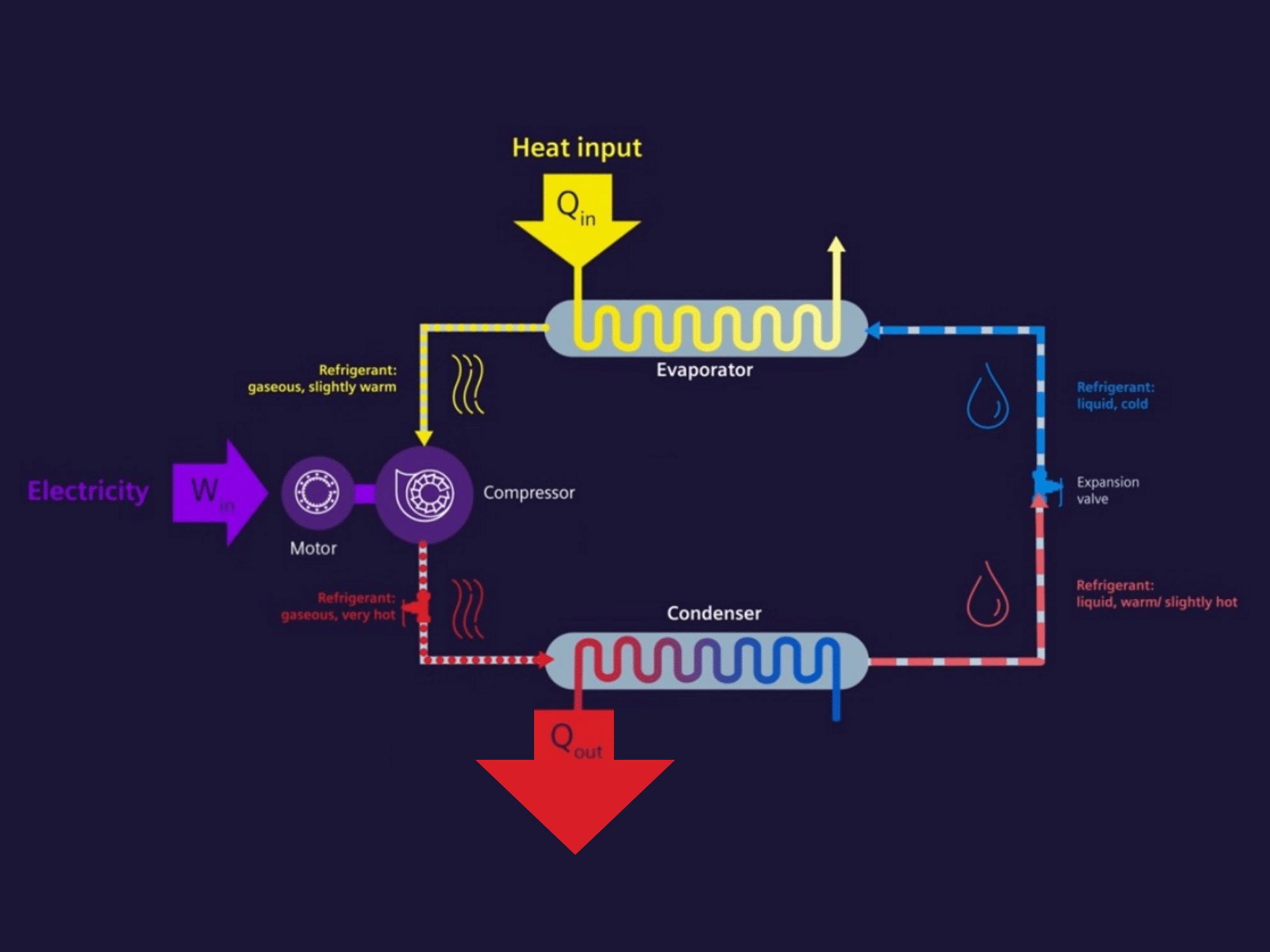
Simply stated, heat is transferred by pumping a refrigerant between two heat exchangers in a cycle of evaporation and condensation.
- The refrigerant enters a low-temperature heat exchanger, or evaporator, where it evaporates at low pressure and absorbs heat from a heat source such as chilled water / cooling tower water / any consistent waste heat.
- A compressor is then used to increase pressure and raise the temperature of the refrigerant to the required condensing temperature.
- The refrigerant enters the high-temperature heat exchanger as a high-temperature vapor. There, it releases the previously absorbed heat to the heat sink by condensation at high pressure, leaving as high-temperature liquid, or hot water.
The heat pump is also known as a heat recovery chiller when waste heat in returned chilled water is used as a source in the heat pump evaporator.
Compressor
- Semi-hermetic reciprocating compressors or semi-hermetic compact screw compressors as single or tandem version, with stepped or continuously variable power control
- Semi-hermetic compact screw compressors, stepped or continuously variable capacity control
- All Compressors with special refrigerant oil and comprehensive oil management (oil separator, oil level monitoring, and oil heater), check valve, integrated protection device, shut-off valves, vibration dampers, start unloading
Heat Exchanger
- Brazed plate heat exchanger for small refrigerant filling quantity and low temperature difference for efficient operation
- Tube and shell heat exchanger for high capacity, multiple refrigerant circuits in one device, inspection opening for cleaning
Pump
- Electronic inline pumps with integrated frequency converter, piping and all necessary attachments, including flow monitor, strainer, stop valve, check valve and sensors
Expansion Valve
- Electromagnetic expansion valve for optimal refrigerant injection
Controller
- PLC regulation with touch panel for visualization of refrigeration cycle, duty point, limitations of use, temperatures, pressures, and clear text fault messages in case of malfunctions
- Periphery control
- Communication protocol and remote control on demand
Electrical Control Cabinet
- Panels adhere to industrial standards, including, switches, safety components and wiring
- Touch screen HMI
Refrigeration Accessories
- Pressure switches
- Pressure transmitter
- Freeze control switch
- Subcooler
- Refrigeration piping within the unit, including filter dryer, inspection glass, refrigerant collector with inspection glass and shut-off valve, refrigerant filling
Frame
- All units are built on stable profile frame with vibration dampers
Additional Accessories and Attachments
- Sound-absorbing and weather proofed housing
- Capacity control by frequency converter
- Additional compressor cooling
- Individual coat of lacquer
- Collection tray
- COP monitoring system